


Sawing system for slabs and T-bars:

Mit dem Laden des Videos akzeptieren Sie die Datenschutzerklärung von YouTube.
Mehr erfahren
Mit dem Laden des Videos akzeptieren Sie die Datenschutzerklärung von YouTube.
Mehr erfahren
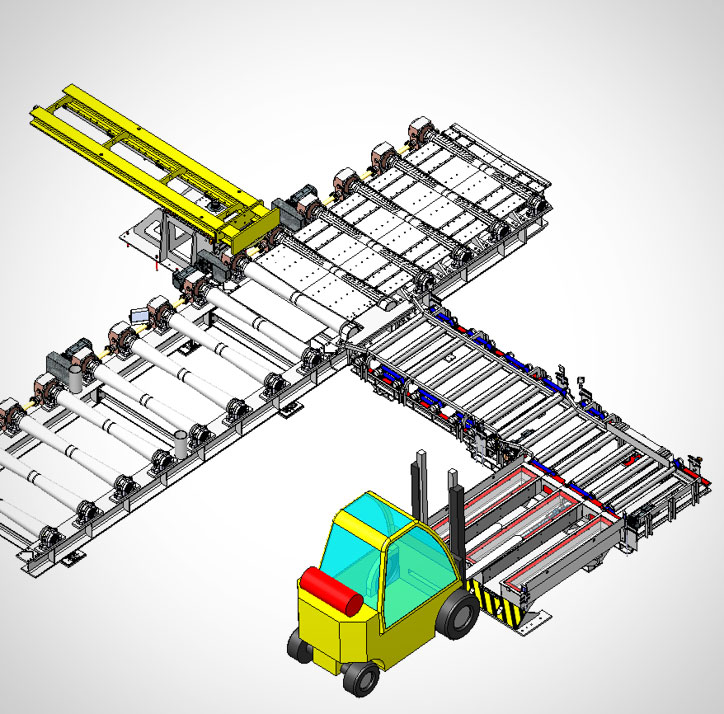
There are various systems and options to choose from to load the sawing unit:
The downender is used to swivel slabs and T-bars from a vertical to a horizontal position. The downender makes it possible to take ingots out of the casting pit and move them from the vertical to the horizontal position without an intermediate layer. This saves time when feeding the sawing plant and creates safety. For loading the downender by crane, it is swivelled into an 80-85° position. The loading process takes place in this position. The ingot is then safely brought into a horizontal position and fed into the sawing plant fully automatically with our conveyor technology.




In order to bring aluminium slabs into a horizontal position, it is also possible to tilt them with a crane. For this purpose, we have developed a tilting station especially for indoor cranes.



The shuttle is used to transport the slabs and T-bars over longer distances or between the individual plant sections. Especially in the input and output area, the shuttle is used for transport and for loading and unloading buffer places. The shuttle moves on low-maintenance crane rails. This ensures robustness and a long service life despite the dirt in the foundry. The lift for picking up the ingots can be hydraulic or electric, depending on customer requirements.


Vices are used to align and position the slabs and T-bars. These can be equipped with an NC axis and thus enable positioning with millimetre accuracy. A positioning accuracy of +/- 1 mm is possible. For positioning and exact sawing of T-bars, a vice with special extended NC axis can be used here.


Our roller conveyors are perfectly adapted to heavy-duty applications in the field of aluminium technology. Different geometries of the rollers enable the transport of slabs, T-bars and billets. This ensures safe transport and process flow.


The scrap area integrated in the sawing system allows scrap as well as head and foot cuts to be removed easily and safely with a forklift. The scrap pusher with scrap conveyor, cross pusher and scrap table ensures fast removal of the scrap pieces. The process flow is not interrupted by this.
Mössner band saws are characterised by their solid construction. The extremely stable and heavy machine column is low in vibration. This enables a precise cutting process. The saw is an NC controlled high speed saw with 3000 m/min. A minimum quantity lubrication with monitoring system ensures a long service life with a low application of cooling lubricant.
Special high-performance saw band guides enable a low-maintenance process. The saw band guides can be brought close to the ingot by an automatically adjustable guide arm, this leads to an increase in saw band life and a precise cut.
The saw band can be changed easily, quickly and with only one person thanks to our fully automatic saw band loading aid on the upper wheels. The correct band tension is set automatically with the help of a hydraulic band tensioner. High-performance safety brakes ensure that the system stops quickly in the event of malfunction.
The band saw has the following advantages compared to a circular saw:


The fully automatic test plate removal is carried out by a robot and an attached vacuum gripper. With this type of test plate removal, fully automatic cutting and marking of the test plate is also possible.
With the semi-automatic test plate removal, the arm with the vacuum suction plates is moved into the sawing area by a motor – attaching the ingot and switching on the vacuum is done manually.



A fully automatic NC controlled unloading handling system picks up T-bar segments or billets. These can then be deposited or stacked on a roller table. Subsequent linking with marking systems is possible. The handling system can also be equipped with weighing technology.




There are various ways to integrate weighing cells into the system. We integrate weighing cells in the buffer areas, in the roller conveyor technology and in the scrap area. We use calibratable load cells.


Various marking systems can be used to apply production data to the ingots.





Your contact for aluminium technology


